当社は長年の研究により、メカニカルに金属表面を研磨する技術を追求しております。
流路内面研磨(流動研磨)
媒体に細かい研磨剤を加え高圧で流して研磨する方法です。
特徴
- 内面凹凸部の平滑化が可能
- 特殊純水洗浄によるクリーンな内面仕上げが可能
用途
- ステンレス細管内面を流動研磨することで、流路の平滑性を高めます。

研磨前

研磨後
- 熱交換機用水路の研磨を行うことで、流体の流れを安定化させます。
流動研磨例
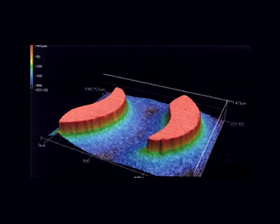
【レーザー解析分析】加工前
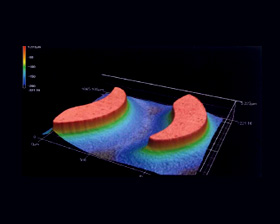
研磨後
ツールマーク除去研磨(ジッターバグ研磨)
機械加工により生じたツールマークが除去できます。
特徴
- 少々の傷であれば除去することが可能です。
- 鏡面~梨地肌まで、好みの粗さに仕上げる事が可能です。
用途例

機械加工後
(MC加工によるツールマークが明瞭)

ジッターバグ研磨後
(規則性のない表面仕上げ模様)
- 半導体、FPD(液晶、有機EL)製造装置部品の表面仕上げ
3D研磨(PSP・VSP加工)
研磨材中に加工物を流動または振動させ、変形させずに研磨する方法です。加工表面層の欠陥を排除し、材料本来の耐久力を高めることができます。
特徴
- プレス加工、機械加工等で生じた端面の微細バリを、製品寸法を変化させず除去可能です。
- メカニカルな除去方法であり、薬品残留等による腐食がありません。
- 薄板の端面成形とそれによる疲労強さの確保
- 端面凹凸部(加工表面層)へのコンタミネーション持ち込み排除
- 板面の平滑化(圧延加工の表面荒さの改善)
改善例
表面粗さの改善例(ステンレス鋼)
|
表面荒さRmax(μm) |
| 材料 |
PSP加工前 |
PSP加工後 |
| ステンレス |
0.3~0.5 |
0.2~0.3 |
| アルミ合金 |
1.0~3.0 |
0.9~1.0 |
用途
- ハードディスク内部部品
- エッチング部品端面処理
- 細管外面研磨
お問合せ先
お問合せフォームまたは、下記の電話番号までご連絡ください。
ニッコーシ株式会社 営業部 03-6362-8851